ACFM對閃光對焊碳鋼棒檢測
閃光對焊廣泛用于碳鋼棒材連接,但焊接過程易產生裂紋、氣孔、未熔合等缺陷。這些缺陷在服役中受應力、腐蝕或疲勞載荷作用可能擴展,引發結構失效。據統計,焊接接頭失效導致的工業損失曾達國民生產總值的5%。傳統破壞性檢測無法滿足工業現場需求,而無損檢測(NDT)能在不損傷工件的前提下,通過物理手段(聲、光、磁、電等)識別缺陷,成為保障焊接質量的核心技術。
當前行業痛點包括:
漏檢率高:制造階段約35%的容器事故源于焊縫裂紋漏檢;
環境適應性差:碳鋼焊接件需適應高溫、腐蝕等復雜環境,缺陷在服役中可能擴展;
技術依賴性強:檢測精度受設備性能(如超聲波探頭穩定性)和人員經驗影響顯著。
ACFM(交流電磁場檢測)技術應用于閃光對焊碳鋼棒檢測具有顯著潛力,尤其在高溫、非接觸及表面/近表面缺陷檢測需求場景下優勢突出。以下結合其原理、適用性及限制展開分析。

一、ACFM技術原理與閃光對焊碳鋼棒的適配性
1.檢測機制
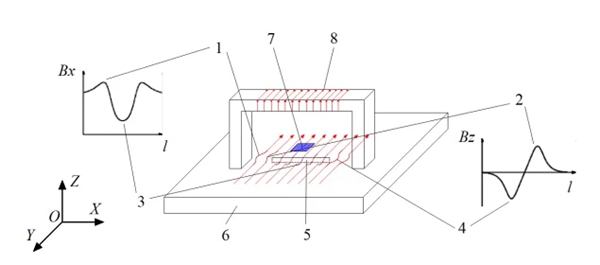
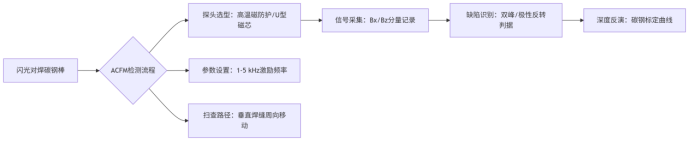
ACFM通過激勵線圈在工件表面感應均勻交變電流,當電流遇到裂紋、氣孔等缺陷時發生畸變,引發空間磁場擾動。通過捕捉磁場分量(Bx、Bz)的畸變特征(如Bx信號的雙峰、Bz信號的極性反轉),可定位缺陷并量化其尺寸(長度、深度)。
非接觸優勢:最大提離高度達10 mm,可穿透涂層檢測,無需打磨或耦合劑,適應閃光對焊的余高和表面不平整。
高溫適應性:探頭經熱防護設計后支持350℃以下檢測,滿足焊接后高溫在線檢測需求。
2.碳鋼材料適用性
ACFM對鐵磁性材料(如碳鋼)敏感,檢測深度約3 mm(不銹鋼5 mm,鋁材10 mm),覆蓋閃光對焊常見表面裂紋、未熔合等近表面缺陷。
二、對閃光對焊典型缺陷的檢測能力
|
缺陷類型 |
ACFM檢出能力 |
|
表面裂紋 |
靈敏度達毫米級,可檢出長度≥3 mm,深度≥0.5mm裂紋 |
|
近表面未熔合 |
深度≤3 mm時信號特征明顯,檢出率>95% |
|
氣孔/夾渣 |
?≥0.5 mm氣孔在95%置信度下檢出率≥90%;但密集小氣孔可能漏檢 |
|
深內部缺陷 |
深度>3 mm時信號衰減顯著,需結合超聲波(UT)或射線(RT)補充檢測 |
關鍵優勢:相比傳統方法(如磁粉MT需打磨、射線RT有輻射),ACFM在效率、安全性上更優,尤其適合產線快速篩查。
三、技術挑戰與應對方案
1.焊縫幾何干擾
問題:焊縫余高、焊瘤導致探頭提離不穩定,粗糙表面引起噪聲信號。
解決方案:
采用自適應探頭(如半包式設計)貼合焊縫輪廓;
開發梯度算法過濾余高噪聲,聚焦缺陷特征信號。

2.微小缺陷漏檢
問題:<1 mm的微裂紋或氣孔可能被噪聲掩蓋。
解決方案:
優化探頭靈敏度(如高密度單陣列筆式探頭);
結合機器學習訓練缺陷特征庫,提升信噪比。
3.深度量化誤差
問題:裂紋深度反演依賴標定曲線,碳鋼材質波動可能影響精度。
解決方案:
預制對比試塊(含不同深度缺陷)建立碳鋼專用校準模型。

四、應用建議
1.場景適配
優先采用:高溫在役檢測、帶涂層工件、表面裂紋快速篩查(如核電吊耳焊縫6、管道閥門1)。
聯合檢測:對內部缺陷(如深埋氣孔),需結合UT或RT進行全厚度覆蓋38。
2.工藝優化
結論
ACFM技術對閃光對焊碳鋼棒的表面及近表面缺陷(≤3 mm)具備高效檢測能力,尤其適用于高溫、帶涂層、無需打磨的工況。其局限性(如深內部缺陷檢出難)可通過多技術融合(如ACFM+UT或RT)和智能算法優化彌補。在核能、化工管道等高風險領域已成功應用,是提升閃光對焊碳鋼棒質檢效率的優選方案。
實施提示:初應用時建議針對具體工件材質與焊縫形貌開展試塊標定,以降低誤報率。